
1金属机身 大无所限
【中关村在线3D打印频道原创】一直以来,3D打印机这类新兴的产品都在高速进化迭代,弘瑞品牌则是其中的精研者——在第一代产品上市之前,就默默研发了数十款原型机,不断改进细节。现在,第二代机型中的一款来到了中关村在线,也就是弘瑞Z300 3D打印机。接到快递时起手一抬,并没有什么卵用,重量大到一个人无法搬动。那么随着评测,我们为大家揭开它的面纱。

弘瑞Z300 3D打印机详细评测
●金属机身 大无所限
弘瑞Z300 3D打印机采用了全金属材质的封闭机身结构。我们在展会上看到,国内业界的桌面机型有使用金属材质机身的趋势,更加稳定耐用性更强,弘瑞以Z300 3D打印机走在了前头。另外封闭机身的好处就是环境隔离,保持相对稳定的打印环境,同时也降低部件运动噪音对人员的干扰。

弘瑞Z300 3D打印机 金属材质的全封闭机身
需要强调的是,弘瑞Z300机身内部的细节。步进电机、线缆被巧妙地隐藏在机身内部,而连接挤出头的线缆则用夹具整齐地梳理,也看不到任何裸露的电路板或者线缆接头。它成为一款美观、齐整的工业产品。

弘瑞Z300 3D打印机内部一瞥



打印平台仍然是加热的电阻丝,上覆盖可更换的玻璃板。玻璃板采用四角磁吸附的设计,拆装都比较容易。
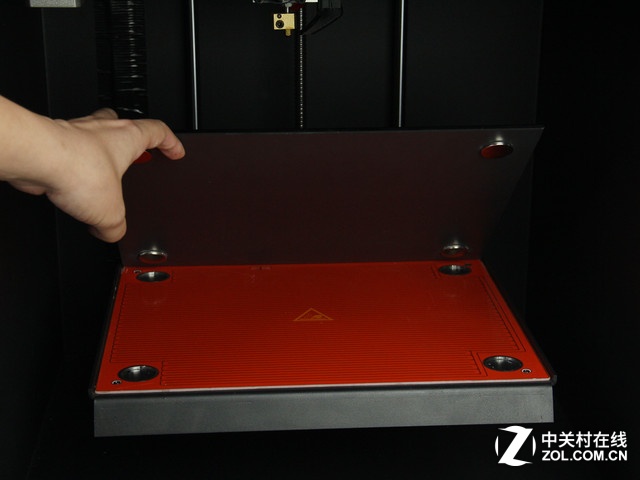
弘瑞Z300 3D打印机加热平台上覆盖玻璃扣板
最明显的,也与我们第一眼的印象一致,就是弘瑞Z300超大的成型体积——300x255x300毫米。这个大是个什么概念?它能打印的最大体积,是MakerBot Replicator五代机型的3.1倍,是3D Systems新一代桌面机Cube 3的6.5倍,是3D Systems 专业桌面机Cube Pro的1.3倍。

弘瑞Z300 3D打印机超大的成形体积
更大的成型体积,意味着可以一次打印更大的模型,或者一次性打印更多的零部件。对设计师、工程师来说,限制更少,让这一类用户充分发挥创造力。
弘瑞Z300的耗材卷轴安装在机身右侧,线材通过软管穿过机身,到达打印头的进料孔。也是一种干净利落的进料方式。


弘瑞Z300 3D打印机线材穿过埋入机身的软管 进入挤出头
我们综合来看,弘瑞Z300 3D打印机还是定位趋向专业型的一款产品,美观齐整,用料扎实。成形体及非常大,让它有更强的模型塑造能力。
●彩色触控 中文界面
弘瑞Z300 3D打印机的一大赞点,也是弘瑞全系列FDM 3D打印机的标配,就是大尺寸的彩色液晶触摸屏,并且是中文语言显示。

中文语言界面 英文菜单伤不起
这里请允许我有一点小小的感慨:英文菜单伤不起啊!桌面的FDM机型发源自欧美,固件菜单普遍是英文;而弘瑞Z300的中文菜单就显得非常贴心,用起来没有任何障碍。对中国的玩家来说,是一个好消息。
弘瑞Z300的操作,可以用舒适来形容。45度倾斜的触摸屏,实现了一键进退料。

弘瑞Z300 3D打印机4.3英寸彩色液晶触摸屏 45度倾斜
点击“一键进料”,挤出头从室温加热至200度挤出温度,这个过程需要一点点耐心等待,通过液晶屏看到明显的升温曲线。


点击一键进料 可以看到喷头1温度上上曲线

直到喷嘴挤出细丝 就完成了进料
将线材穿过软管,稍用力插入进料孔,直到喷嘴挤出了细丝,进料就完成了,简单又快捷。退料的步骤更简便,点击“一键退料”,升温和退料的过程自动完成,不需要值守。

点击“一键退料” 整个过程自动完成
再看平台调平的过程,彩色液晶屏起到良好的辅助作用。
●快速调平 打印尽在掌握
弘瑞Z300 3D打印机的调平步骤,与我们常见的桌面FDM 3D打印机相似,需要用一张A4复印纸来确定喷头与平台的距离。不同之处在于,在彩色液晶屏的辅助下更加直观快捷。

维护菜单:换料和调平操作
1、2、3、4四个调平点对应打印平台的四角,按照顺序点击按钮,打印头自动定位到调平点上。而打印平台下方有四个旋钮,用来调整每个角的高低位置。

弘瑞Z300打印平台底部有四个旋钮用来调节位置


点击1,喷头自动移动到第一个调平点位。
放入一张A4复印纸,旋转旋钮直到纸张在挤出头和平台之间能够移动,又略微有阻塞感为止。

需要A4复印纸来辅助调平



用同样的办法依次调节第2、3、4点位的平台位置
这个调平过程,在液晶触摸屏的帮助下操作还是比较简单。另外,在某些特殊情况下需要对打印平台做微调,那么在调节菜单下将喷嘴和平台恢复原点、移动喷嘴、在Z轴方向移动平台,即可实现。

移动喷嘴、打印平台操作界面
弘瑞Z300 3D打印机支持USB连接和SD卡脱机打印两种连接方式。同样是在彩色液晶触摸屏上,在SD卡菜单下浏览到文件名,点击选择文件,即可启动打印。并且暂停和恢复打印、停止打印操作也在同一个菜单下。

弘瑞Z300 3D打印机支持USB和SD卡脱机两种连接方式

弘瑞Z300 3D打印机 启动和停止打印界面
略感遗憾的是,弘瑞Z300液晶屏还不支持对打印模型的预览;尽管预览功能在大多数桌面FDM 3D打印机上都没有实现,我们还是希望弘瑞Z300 能够更加完美一些。
启动打印之后,在首屏查看喷嘴、平台预热情况,并查看整个打印进程的预估时间和已用时间。通常FDM 3D打印的过程是比较漫长的,在这一屏上能够看到基本的机器运行状态,从而对未来的打印进程有个合理的预期。而喷头温度和热床温度在打印过程中可即时调节,这在试验新材料打印特性时经常用得到。
正在显示喷头210摄氏度,平台40摄氏度;预计用时7小时30分,已打印0小时9分钟

弘瑞Z300 3D打印机打印中
另外,在第二屏速度菜单中能够看到仪表盘式的打印速度、风扇转速和材料流量实时状态。通常为了确保打印品的细节品质一致,我们建议大家在打印过程中不调节这三个参数。

速度菜单显示打印速度100%、风扇转速127转/分钟、材料流量100%
弘瑞Z300 3D打印机的彩色中文触摸界面,让整个3D打印机的操作变得简单明了起来。笔者认为,即使是从未使用过3D打印机的人,做加料、调平、启动打印也没有什么难度。调平过程快捷,转动平台底部旋钮需要一点点细心。这样一个40千克的大家伙,通过液晶触摸屏就能玩转于股掌之中。
●切片软件 “精”“简”高效
弘瑞Z300 3D打印机随机附赠Cura for Hori3D打印软件,关于这个软件,还有一些来头。Cura本是一款开源的3D打印软件,后来它的开发者David Braam被RepRap的一个开源分支Ultimaker招致麾下(关于RepRap的起源,大家可以读读这篇文章),于是Cura也成为了Ultimaker品牌的标配随机软件。
弘瑞版Cura,也就是Cura for Hori3D是弘瑞为系列3D打印机定制的打印和切片软件,同样使用CuraEngine切片引擎,而这个引擎是公认的切片效率最高的切片引擎之一,在一些支持多切片引擎的3D打印软件中,CuraEngine已经取代了传统的SkeinForge和Slic3r引擎,排在了第一位。Cura for Hori3D有着非常高的3D模型切片效率,以至于在Cura for Hori3D软件中切片是伴随着3D模型的设置即时完成,并不需要手工启动切片。

弘瑞Z300 3D打印机 Cura for Hori3D 弘瑞专用打印软件
Cura for Hori3D初始界面支持基本的操作,包括添加模型文件、保存模型文件、重新载入或者清除现有的模型文件。另外Cura for Hori3D已经加入了弘瑞系列3D打印机的默认配置文件,只需要选择对应的机型即可,这里我们选择弘瑞Z300。

Cura for Hori3D 文件菜单选项
在这里,可以直接发送到3D打印机执行打印,也可以保存为GCode文件,也就是已经切片完成的格式,放入SD卡中进行脱机打印。
而在预览区,对模型的简单设置实现了旋转、缩放和镜像。Cura for Hori3D支持X/Y/Z三个维度上的旋转,来调整模型在平台上合适的姿态,以利于打印完成。

旋转操作
缩放操作,支持锁定比例,调整X/Y/Z一个方向的参数,整体尺寸会按照相同比例缩放。而点击解锁后,可以在X/Y/Z每个维度单独缩放,改变模型的形状,例如让大白变胖、变高。

缩放操作
镜像操作,支持按照X/Y/Z轴对模型做镜像。


X轴镜像前(左)后(右)对比
另外,在右侧视图模式中,可以调整为普通、悬空、透明、X射线和分层视图,查看模型的悬空情况(会自动添加支撑)、内部结构、以及切片完成的分层情况。其中,分层视图接近打印的效果,可以认为是打印预览。

用Cura for Hori3D分层视图来查看分层情况
Cura for Hori3D最为精简高效的,是打印参数设置,简单明了。每一项都有对应的解释,可以设置弘瑞Z300 3D打印机0.05毫米到0.4毫米的层厚、打印外壁厚度、底面和顶面厚度、填充比率、打印速度、喷头温度、平台温度、支撑选项、底座选项等多个参数。并且每改变一个参数,模型切片可即时快速完成,非常高效。

Cura for Hori3D打印参数说明
而在玩转了弘瑞Z300 3D打印机之后,专家选项成为改进打印效果的必修课。

进入Cura for Hori3D专家设置
包括支撑类型、支撑角度、支撑填充率、支撑结构与模型的距离,以及底座密度、是否更易拆除等详细选项可以设置,来使模型在合适的支撑结构和底座结构中打印出来,获得更好的打印效果。

Cura for Hori3D专家设置选项
另外有一个小技巧,就是Cura 版本号和年月份是一致的,例如这一版15.02.1表示15年2月份更新。Cura由于开源的原因,版本更新比较频繁,而Cura for Hori3D也在官网上不断放出最新版本,我们建议用户登录弘瑞品牌官网获取最新软件版本。
弘瑞Z300 3D打印机的软件Cura for Hori3D有着高效的切片引擎,操作界面简洁清爽;对更资深的玩家或者专业用户,还有更进一步的打印设置选项。这款打印软件非常精简、高效。
●快还是慢?打印效率测试
大家对FDM 3D打印机的初步印象,就是打印比较慢。弘瑞Z300 3D打印机又能有怎样的表现呢?我们先分析一下FDM 3D打印机比较耗时的几个方面。
切片。过去开源软件常用的切片引擎SkeinForge,有着复杂庞大的参数设置系统,切片却非常耗时,现在被很多玩家所摒弃。对于切片效率的测试,受硬件配置、切片算法、模型复杂程度、3D打印机种类因素影响,我们尚未有一套成熟的测试办法,对弘瑞Cura for Hori3D软件我们暂时不做量化的评估。
预热。在不连续打印的情况下,通常每次启动打印先有一个喷嘴和打印平台预热的过程,需要消耗一些时间。
打印。在0.1毫米层厚、默认挤出速度和打印速度、10%填充率、无支撑和底座条件下,打印立方体、半圆球、圆锥所用的时间,计量从打印开始到打印结束的总用时。这个时间,在这三项中通常是最长的;而0.1毫米层厚,我们认为能够提供较好的模型表面精度。
|
弘瑞Z300 3D打印机效率测试(时:分:秒) | ||||
|
测试项目 |
喷嘴温度(度) |
平台温度(度) |
耗材 |
用时 |
|
预热 |
28-210 |
不加热 |
PLA |
0:03:39 |
弘瑞Z300 3D打印机,在弘瑞专用胶水的帮助下,打印PLA材料不需要加热;喷嘴的整个预热过程用了3分39秒,有着不错的预热效率。
|
弘瑞Z300 3D打印机效率测试(时:分:秒) | ||||
|
测试项目 |
打印精度 |
填充率 |
耗材 |
打印用时 |
|
20x20x20mm立方体 |
100微米 |
10% |
PLA |
|
|
40x40x40mm圆锥 |
100微米 |
10% |
PLA |
1:23:07 |
|
40x40x20mm半球 |
100微米 |
10% |
PLA |
1:26:10 |
再看打印效率。打印立方体、圆锥和半球的用时分别为56分47秒、1小时23分07秒和1小时26分10秒,有着较为平均的打印效率。



立方体、圆锥和半球打印计时
总体来看,弘瑞Z300 3D打印机预热快,打印速度较为平均;我们根据测试经验,认为它的软件Cura for Hori3D有着出色的切片效率。
●明察秋毫 挑战人眼极限
3D打印机打印模型的表面质量,直接受到层厚设置和挤出质量的影响。层厚越小,挤出越均匀,那么模型表面的光滑程度越高。我们用拍摄鼠标上微芯片的微距镜头拍摄,来看一看不同层厚下打印模型的表面效果。

0.4毫米层厚

0.3毫米层厚

0.2毫米层厚

0.1毫米层厚
在微距镜头对细节高度还原的状态下,可以看到从0.4毫米、0.3毫米、0.2毫米到0.1毫米每层逐渐变小,层之间的分隔开始变得模糊。在0.1mm层厚下,弘瑞Z300已经表现出出色的打印品质,模型表面平整度很高。
不仅限于此,弘瑞Z300 3D打印机最高支持到0.05毫米的层厚,突破了常见的桌面FDM 3D打印机0.1毫米的极限。事实上人眼的分辨能力的极限,大约是50微米,也就是0.05毫米。我们用弘瑞Z300 3D打印机,来挑战一下0.05毫米的人眼分辨能力。

0.05毫米层厚
在0.05毫米层厚的设置下,弘瑞Z300 3D打印机完成了惊艳的打印成品。层与层之间的分界,人的肉眼几乎难以区分;并且用手摸上去,也有相当光滑的感觉。我们看到图中纵向的纹理,由于光线反射而被夸大了。在0.05毫米层厚,弘瑞Z300 打印出了接近完美表面的模型。
●尺寸公差 精密造就精品
在打印模具、试验原型的时候,3D打印机的打印件与设计尺寸的匹配程度,就显得非常重要了。我们来看一下弘瑞Z300 3D打印机的尺寸公差,也就是打印件与设计尺寸之间的误差。



20x20x20mm正方体实际打印尺寸
我们看到,20x20x20毫米正方体打印件,X轴误差为+0.03毫米,Z轴误差为+0.03毫米,偏差率0.15%,达到了非常高的精确度。Y轴误差为-0.07,偏差率0.35%,也有着不错的表现。


40x40x40mm圆锥实际打印尺寸
再来看圆形运动轨迹的打印件。40x40x40毫米圆锥底面直径,经测量误差在-0.07到-0.08毫米,偏差率为0.175%到0.2%,表现也非常不错;Z轴误差达到了1.075%,差强人意。


40x40x20mm半球实际打印尺寸
而40x40x20毫米半球的底面直径,经测量误差在+0.38毫米到+0.39毫米,偏差率为0.975%;Z轴误差为-0.07毫米,偏差率为0.35%。有着不错的表现。
●标准模型 成型能力
关于弘瑞Z300 3D打印机的成型能力,我们先来看标准测试模型的打印效果。这套模型,在0.1毫米层厚、10%填充率、默认速度和挤出温度的条件下打印出来。


方块、文字和细小棱锥
弘瑞Z300 3D打印机打印文字非常清晰,包括小数点在内;方块的成型效果自然没有任何问题。难能可贵的是,尺寸细小的四棱锥也能较好地呈现,这在我们之前的测试中还从未有出现过。


细小棱锥3D打印效果(点击查看大图)
弘瑞Z300 3D打印机对于细小尺寸的成型能力,值得称道;美中不足的是棱锥尖端有些拉丝。


螺旋结构
弘瑞Z300 3D打印机打印螺旋结构,趋近于完美。螺旋形状的侧壁和顶面,都清晰而干净。


圆柱体侧面


圆柱体顶面
弘瑞Z300 3D打印机打印不同大小圆柱体的效果,还是不错的。侧面圆润光滑,顶面封闭也比较严密。我们再次注意到最小的圆柱体,它的表面有一些纹理,光滑程度略逊于另外四个稍大的圆柱体。


最小圆柱体3D打印效果(点击查看大图)
接下来是薄壁,弘瑞Z300能够比较好地打印出来。薄壁的下半层光滑,上半层末端有一些料丝堆叠的情况存在。总体打印效果还不错,并没有出现错位或者断层。


薄壁


薄壁
弘瑞Z300 3D打印机能够完整地打印出较大跨度的跨桥,并不需要支撑,不过底部有料丝比较松动的情况出现。跨桥的打印效果差强人意。

跨桥

跨桥结构打印效果细节(点击查看大图)
无支撑底部,弘瑞Z300 3D打印机悬空挤出冷却的效果尚可。悬空挤出冷却,对于FDM技术来说是一个难题,需要冷却速度和喷嘴移动速度完全匹配。弘瑞Z300 3D打印机有着平均的表现。


无支撑悬空底部的3D打印效果
总体来看,弘瑞Z300 3D打印机的成型效果非常不错,在细小尺寸的形状上仍然有着良好的成型能力。下页文章,我们再来做一组测试套件的打印测试,与标准测试模型有一些重复之处,互为验证;不同之处在于下面的一组套件更注重复杂形状的一次性输出能力,对弘瑞Z300 3D打印机将是一个更大的考验。
●套件测试 更难挑战
再来看弘瑞Z300 对形状细节的塑造能力。考虑到桌面的FDM机型,在打印效率、成型尺寸上有所限制,以单个或者批量打印小部件为主,那么对形状的塑造能力,尤其是较小的形状塑造能力,就非常重要。这一组测试套件,用来测试3D打印机对不同尺寸形状的塑造能力,我们同样用0.1毫米层厚、10%填充率、默认的打印速度和挤出温度率来打印这一组套件。


镂空(点击查看大图)
弘瑞Z300 3D打印机对镂空的六边形孔和长条孔,都有着良好的还原能力;最底部的三个小孔形状略有不规则,另外小孔中出现了少许拉丝的现象。


尖刺(点击查看大图)
弘瑞Z300 3D打印机对锥形尖刺的还原能力,相当出色。左边正向、右边负向的尖刺,都有着非常规则的结构;即使是最小的锥形,也能够很好地表现。正向的部分,也有一些拉丝情况出现。


波纹(点击查看大图)
弘瑞Z300 3D打印机对波纹形状的还原还算不错,打印件底部细小的纹路隐约可以看得到。


利刃(点击查看大图)
弘瑞Z300 3D打印机对利刃形状的还原可以说非常出色。从厚到薄、X/Y轴方向的利刃结构都打印得比较好。


文字(点击查看大图)
3D打印文字,其实在礼品或者标识类模型上比较多。弘瑞Z300打印立体文字的效果,还是非常不错的,正向和反向的文字,尤其是小字部分仍然很清晰。


跨桥(点击查看大图)
尽管在之前出现了少许拉丝的现象,弘瑞Z300还原跨桥形状却非常稳妥,五个桥从大到小都有着不错的打印质量,并且没有任何拉丝存在。


裂缝(点击查看大图)
弘瑞Z300打印裂缝的效果不错,空洞内填充物也能很好的打印处理;美中不足的是仍然有少许的拉丝。


扩展测试(点击查看大图)
弘瑞Z300 3D打印机打印螺旋和大范围跨桥的效果,基本令人满意。打印螺旋结构对步进电机的要求非常高,弘瑞Z300做得比较好。

整套测试套件将被存档保留
整个套件打印完成,弘瑞Z300的塑形能力还是非常出色的,对细小形状能够实现比较准确的还原,再次印证了弘瑞Z300在细微形状成型能力上的优势。而对复杂形状和结构,弘瑞Z300 3D打印机同样有着突出的表现。
●实用附件 打印好帮手
弘瑞Z300 3D打印机附赠了丰富而实用的配件。我们单独拿出来一页,来写它们。附件包括驱动光盘、电源线、USB数据线、产品合格证、读卡器、SD卡、六棱螺丝刀、小磙子、打印用胶水和撬棍。

弘瑞Z300 3D打印机附件
特别要提的是弘瑞专用水溶性打印胶水,有良好的粘性,将打印物品牢固地粘在打印平台上。并且,弘瑞Z300 3D打印机使用PLA材料时,配合这款胶水不需要加热平台,使得打印物品的底面也能够平整并且保留切片的形状。

弘瑞3D打印机专用胶水

打印前涂抹在平台上

用小磙子推平即可
而这款水溶性胶水清洁起来呢,更是方便。只需要滴几滴水,用湿毛巾擦拭几遍,就可以将平台清理干净。
另外,撬棍用来铲下打印完成的模型,非常顺手。包括弘瑞MR300 3D打印机在内也附赠了这个小工具,从中我们可以看到弘瑞品牌做3D打印机细致精研的态度。

用撬棍取下3D打印成品
评测总结:至此,这篇历时十几天的评测文章就结束了。这十几天中,笔者使用弘瑞Z300 3D打印机不停地打印模型,既有测试模型也有同事“求打印”的模型,弘瑞Z300 还是非常给力。

弘瑞Z300作品:笔筒
我们认为,弘瑞Z300 3D打印机成型体积大,层厚小,最小仅仅有0.05毫米,模型还原精确,成型能力强;而操作起来非常简单,维护也容易。是过去半年难得一遇的精品3D打印机。这也使得使用者,不管是工程师、设计师还是创客、发烧友,都将精力集中在创意上,随心所欲地发挥创造力——而弘瑞Z300 3D打印机负责实现它。
另外,我们一直试图建立一套全面而统一的FDM 3D打印机测试方法论,这篇文章和对弘瑞Z300的测试就是一次尝试。欢迎大家在评论区留言,探讨关于弘瑞Z300 3D打印机和测试方法论的话题,也欢迎直接给我提意见——记得扫码关注微信公众号“3D知天下”!

3D知天下 知3D打印天下
通用文章评论